|
Производство монет.
Первое шведское производство медных монет началось в Сатере вблизи водопада в северной части долины. В 1619 году здесь была построена печь для рафинирования фалунской меди до ковкого состояния. В 1621 году уроженец Любека, Гуверт Силенц, возглавил строительство и производство. Через несколько лет успешного рафинирования минцмейстеру Гиллису Гиллисону Койетту было поручено начать чеканку медных монет. В 1624 году были отчеканены первые монеты, клиппинги, они были четырехугольной формы и изготовлены вручную.
1 мая 1625 года несчастье постигло Сатерский монетный двор. Весенний паводок превратился в наводнение, вода прорвала плотину и за короткое время разметала все производство. При этом погибло не менее девяти человек.
Реконструкция началась немедленно, продвигалась быстро, и уже к концу того года производство вновь было запущено.
Однако предписанный Густавом II Адольфом уровень массового производства был достигнут отнюдь не сразу. Тогда в 1626 году монарх обратился к самому искусному в своей области человеку - минцмейстеру Бранденбургского монетного двора в Кёнигсберге и Берлине, валлону по имени Маркус Кок. С мастером был заключен договор, по которому тот обязался переехать в Швецию и возглавить производство.
Для начала он организовал новое производство при Королевском Монетном Доме в Нючёпинге. Производство начало функционировать весной 1627 года. Кок ввел в обращение круглые монеты, их стали чеканить как в Арбоге и Нючёпинге, так и в Сатере, где мастер также возглавил производство. Несмотря на то, что после наводнения в Сатере были возведены новые сооружения, Кок приказал их все разрушить и построил новый дорогой монетный двор.
Имя Маркуса Кока тесно связано с первыми медными монетами. Прежде чем начать рассказ о технологии производства монет, напишем немного о его биографии.
Маркус Кок родился в 1585 году в Льеже и уже в раннем возрасте проявил интерес к технике. Он жил во многих центральноевропейских городах и среди прочих наук изучал горное и монетное дело в Венгрии.
В последствии он работал в Данциге, где его дядя Абель руководил и заведовал кузнечным производством и строительством. В тот период Маркус приобрел такую известность благодаря своим талантам, что в 1613 году шведский король Сигизмунд предложил ему стать минцмейстером в Брумберге, где тот и проработал в течение девяти лет. Однако как протестант он чувствовал себя неуютно в католической стране, поэтому в 1626 году Кок принял предложение Бранденбургского курфюрста стать минцмейстером в Кёнигсберге, а также заняться производством монет в Берлине.
Во время войны с Польшей Густав II Адольф узнал о таланте и открытиях Кока, и пригласил мастера в Мариенбург, чтобы обсудить ситуацию с производством монет в Швеции. Король желал упразднить устаревшие клиппинги. Вместо них он планировал выпускать круглые медные монеты. При встрече с Коком король понял, что слухи о мастере верны, и тут же нанял его.
Итак, уже в следующем году Кок приступил к выпуску монет. Работа началась в Нючёпинге, и король остался так доволен результатом, что доверил Коку еще и управление монетными дворами Сатера и Арбоги. Гармоничность первых шведских круглых медных монет свидетельствует о том, что Кок был мастером своего дела. Клеймом мастера стал изогнутый щит с изображенной на нем стрелой со звездами по бокам. Этот герб также украшает его гробницу и памятные таблички в авестийской церкви.

Маркус Кок, портрет маслом из авестийской церкви
Когда по предложению Кока в 1644 году все производство медных монет переехало в Авесту, там в кратчайшие сроки был запущен самый крупный в мире завод по очистке меди.
Маркус Кок умер в ноябре 1657 года в возрасте 72 лет. Всего у них с женой Элизабет было 10 сыновей и 4 дочери, из которых лишь три сына и дочь пережили родителей.
Идея производства монет с помощью прокатного стана не была новой. Первое подобное производство было запущено уже в 1574 году в Вестеросе немцем Маттиасом Гинзе. На средства герцога Карла другой немец, Себастьян Сегорас, основал производство в Нючёпинге в 1586 году. Оба монетных двора некоторое время занимались производством серебряных монет. Медные эре периода Кристины также производили с использованием прокатного стана. Использование как этого, так и множества прочих механизмов - заслуга Маркуса Кока. Благодаря этому методу монеты можно было чеканить быстро и в больших количествах. В последствии монеты чеканили именно с помощью этого метода.
Черновая медь, поступавшая с фалунского горного завода, свозилась к расположенной недалеко от монетного двора плавильной печи, где проходила очистку и рафинирование в два этапа. В результате процесса прокаливания медь нагревалась до 1100 Со, после чего интенсивно обогащалась кислородом. Твердые примеси окислялись, и их можно было отделить как шлак. Шлаки составляли примерно третью часть всей массы сырья. Прежде всего, в состав примесей входило железо, свинец и сера. Эта процедура также производилась в два этапа.
Процесс очистки проходил с большой осторожностью. Купелирование должно было длиться ровно столько, чтобы медь приобрела наибольшую ковкость. Если медь становилась слишком хрупкой, в дальнейшем это могло привести к надломам металла. Последние исследования показали, что массовая доля золота в меди составляла 0,003%, а серебра - 0,1%.
Медь формовали в удобные "поковки", а затем расплющивали их. В результате получались платы определенной толщины. Размер плат регулировался кузнецами вручную, он должен был составлять 90 см в длину и около 30 см в ширину. Затем платы шли в нарезку. Режущий механизм был похож на прокатный стан, с той лишь разницей, что матрицы были изготовлены из широких резцовых дисков и небольших прокладочных дисков той же толщины. Металлические пластины получались немного меньше в ширину, чем будущие монеты. Система приводилась в движение при помощи водяного колеса. Пластины проходили обработку в два этапа, пока не приобретали оптимальную толщину, ширину и гладкость.
Желаемую гладкость пластины приобретали на втором этапе. Для контроля над толщиной пластин использовался шаблон. Для вальцевания требовалась определенная средняя температура, которая достигалась при использовании т.н. "дневных печей".
Механизм приводился в действие при помощи одного цилиндра, который посредством зубчатого медно-оловянного колеса передавал импульс прочим цилиндрам. Пластины, имеющие теперь необходимую ширину и толщину, промывали в рассоле, чтобы освободить от оставшихся примесей.
Затем пластины проходили последнее вальцевание, чеканку. В давильне они помещались между двух вращающихся цилиндров, приводимых в движение водяным колесом сливного типа. Когда пластина проходила под прессом, получалась длинная медная полоса со штампами. Медь в этот момент находилась в твердом состоянии, поэтому требовалось большое давление.
Настройка цилиндров-матриц должна была производиться очень тщательно, ведь аверс и реверс монеты должны полностью совпадать. Этого, однако, не всегда получалось достичь.
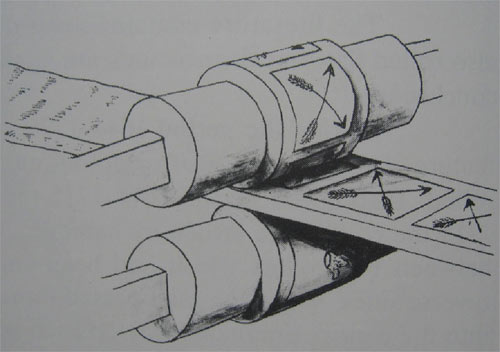
Монеты были выгравированы на цилиндре-матрице, одна над другой, на расстоянии около 2-3 мм друг от друга. Горизонтальная ось монеты, таким образом, была параллельна оси цилиндра. За пределами изображений монет на цилиндре также были выгравированы маленькие розы, чьей функцией было препятствовать скольжению, с тем, чтобы оттиск был одинаково интенсивен на всей поверхности монеты.
Режущий механизм на авестийском монетном дворе, с рисунка Антона Сваба, 1723г. Стальные диски с остро заточенными краями словно ножницами разрезали поступавшие в аппарат пластины. В данном случае каждая пластина разрезалась на 5 стержней.
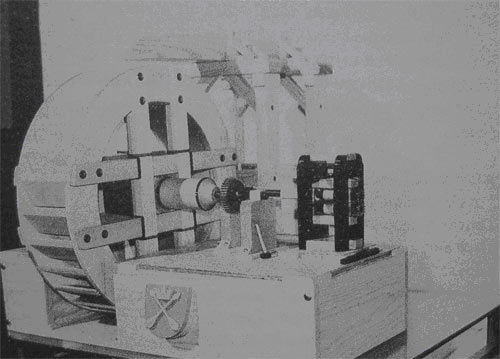
Реконструкция производства круглых монет с использованием энергии водяного колеса. Прокатный стан был весьма эффективным инструментом чеканки монет, и с течением времени в Швеции стали производить все больше и больше медных монет. Однако в перспективе такое производство могло оказаться убыточным из-за постоянной замены матриц, которые быстро изнашивались или каким-либо другим образом выходили из строя. Прокатный стан обслуживался двумя работниками. (Представленная здесь модель прокатного стана была выполнена Сонни Серрестам из Векше в масштабе 1:10). Фото Дж.Плана.
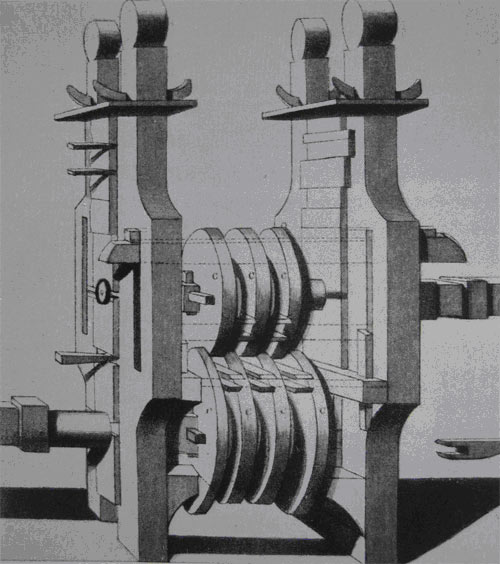
Детальное изображение конструкции прокатного стана. Матрицы и зубчатое колесо связаны с осями, приводившими в движение цилиндры. Производство больших медных монет, например 1 эре периода Кристины, требовало, наличия 5 штампов на матрице. Таким образом, диаметр матрицы достигал 8 см.
Важно представлять последовательность производства. Поковки вначале нарезали, а уже затем вальцевали. Если пластина получалась чересчур тонкой, то после вальцевания полоса могла оказаться слишком узкой, и оттиск монеты мог не поместиться на ней. В таком случае монета имела прямой край с одной стороны, а в редких случаях и с обеих. Могло случиться и так, что из-за нехватки пространства на полосе помещалась лишь половина оттиска. Очевидно, такие заготовки должны были выбраковываться, что, однако, не всегда выполнялось.
Изготовление самих матриц вызывало определенные затруднения. Эта работа выполнялась граверами, которые на стальных цилиндрах размещали изображения будущих монет. Для упрощения процесса использовали т.н. пунсоны из закаленной стали. Пунсоны могли быть в форме букв, цифр, украшений и пр.
Затем изображение будущей монеты совершенствовалось вручную с помощью специальных инструментов. После этого следовала закалка матрицы. Этот процесс также был затруднительным, однако без нее нельзя было обойтись - нужно было обеспечить высокое давление. В целях экономии с помощью одной матрицы старались отчеканить как можно большее количество монет. Закалка проводилась даже несмотря на то, что в результате этой процедуры многие штампы повреждались, и приходилось заменять всю матрицу. Именно поэтому граверы никогда не сидели без работы - им постоянно приходилось изготавливать новые матрицы.
Когда монета уже была отчеканена, ее необходимо было вырезать из пластины. Для этого существовал специальный аппарат, главной частью которого был хорошо закаленный железный штифт цилиндрической формы, диаметр которого соответствовал диаметру монеты.Штифт пропускался через т.н. "глаз" в стальной плате. Пластина с готовыми штампами помещалась под "глаз", после чего с помощью рычага штифт приводился в движение и проходил сквозь отверстие в плате, при этом из пластины вырезалась монета равная по диаметру круглому торцу штифта.
Когда монеты были готовы, их пересчитывали и упаковывали по 900 далеров,а затем отправляли в пункт назначения.
Последними отчеканенными в Нючопинге монетами стали 1/4 эре 1636 года, в Сатере 1/4 эре 1642 года (1 эре 1641 года). После этого монетный двор переехал в Авесту, где к 7 сентября 1644 года все было готово к запуску производства. В Авесте монеты чеканили вплоть до 1831 года.
К середине 17 века уровень добычи меди в фалунской горнодобывающей компании как никогда возрос. В 1640-е годы среднегодовая добыча меди составляла около 12000 фунтов, а в 1650-е - уже не менее 20321 фунтов черновой меди. Такие объемы сырья заставили правительство придумать способ воспрепятствовать падению цены на медь на внешних рынках. Одновременно используя медь и как сырье для производства монет и как самостоятельный товар, предполагалось избежать наводнения рынка медной мелочью. Тогда же были введены в обращение объемные четырехугольные платы, которые в дальнейшем сыграли важную роль в развитии шведской экономики.
В 1644 году началась чеканка т.н. плат, согласно договору между Камер-коллегией и Маркусом Коком, это были самые большие в мире платы, достоинством в 10 серебряных далеров. Каждая монета весила 46,33 фунтов или 19,715 кг. За одну такую монету можно было приобрести первоклассную корову или быка, и даже лошадь.
Обладая знаниями о технологии производства монет, сегодня с легкостью можно понять, почему так часто встречаются различные отклонения от формы и прочий брак в производстве. Подробнее об этом читайте в следующей статье.
|